Abstract In the traditional concept, detection is only considered as a means of judging whether a product is qualified or not. However, with the transformation of the manufacturing industry into a smart one, the measurement function under the background of the big data era has evolved and expanded. This article takes the automobile manufacturing enterprise as an example, from the expansion of the measurement function to...
In the traditional concept, detection is only considered as a means of judging whether a product is qualified or not, but with the transformation of the manufacturing industry to the intelligent transformation and the measurement function under the background of the big data era, it has evolved and expanded. This article takes automobile manufacturing enterprises as an example, from the expansion of measurement functions to the improvement of product quality monitoring level, and the use of various means to collect information extracted from data, as an important part of enterprise intelligent manufacturing, etc., expounding big data The evolution of the era measurement function has a profound impact on modern enterprises.
During the “Twelfth Five-Year Plan†period, the informationization project of China's manufacturing industry has developed rapidly, and the emergence of big data in recent years has more effectively boosted the level of domestic manufacturing. With the launch of "Made in China 2025", through the use of the Internet to activate traditional industrial processes, it is clear that three goals are simultaneously achieved: reducing the dependence of enterprises on labor, meeting the individual needs of users, and reducing the cost of circulation. The strategies adopted are mainly “smart factoriesâ€, “intelligent production†and “intelligent logisticsâ€, which are characterized by intelligent production. The basis for realizing this process is the high integration of information technology and industrial technology, and the deep interweaving of network, computer technology, software and automation technology.
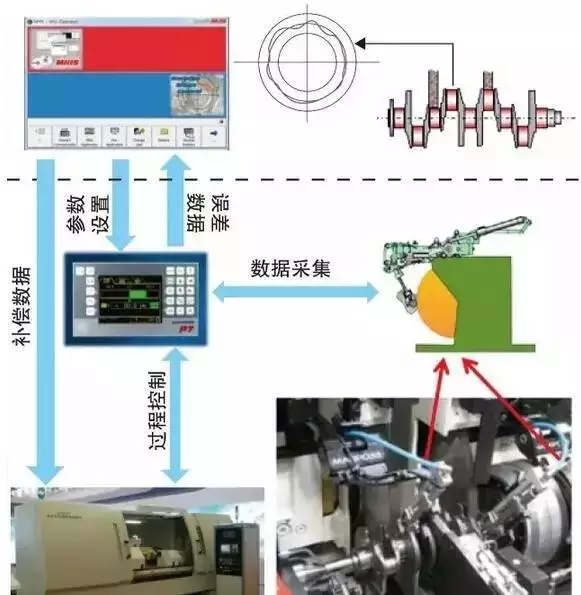 Figure 1 Random active meter with high performance crankshaft grinder
Figure 1 Random active meter with high performance crankshaft grinder  Figure 2 High-performance grinding machine random active meter for engine crankshaft machining
Figure 2 High-performance grinding machine random active meter for engine crankshaft machining In terms of measurement data, in order to meet the requirements of product quality, reduce manufacturing costs, and adapt to the mandatory regulations for energy conservation and emission reduction of automobiles, great changes have taken place in more than half a century. From the early setting of only the final inspection, to the evaluation of the physical quality of the product, extended to: 1 The random measuring instrument appeared in the 1950s can control the quality of parts during the process, called in-process; 2 offline set in the process Inter-detection devices (called post-process) provide an effective means of ensuring the quality of the product. These online testing equipments have broken through the pattern of single control linear size parameters for many years. After incorporating a variety of digital control technologies, they have been able to perform real-time monitoring of the roundness of the workpiece while machining. Figure 1 shows a self-developed self-developed high-performance grinding machine equipped with a high-performance grinding machine for crankshaft machining. It can simultaneously monitor the diameter and roundness of all the main journal and connecting rod neck of the workpiece. The roundness of the processed crankshaft can be controlled within 2-3 μm. The inter-process inspection equipment has also made great progress, from the earliest very simple general-purpose hand gauges to the era of popularization of electronic measuring instruments after the pneumatic measuring instruments. Figure 2 shows the electronic column gauges of the wind industry since the 1980s. It has been widely used in the production process of automobile factories at home and abroad. In sharp contrast, an example in Figure 3 comes from the workshop site of a new engine plant. This is a measurement unit located next to the machining center, including a general purpose robot and an efficient workshop type coordinate measuring machine. Only one machining center is shown in Figure 3, and multiple devices can be serviced at the same time if needed.
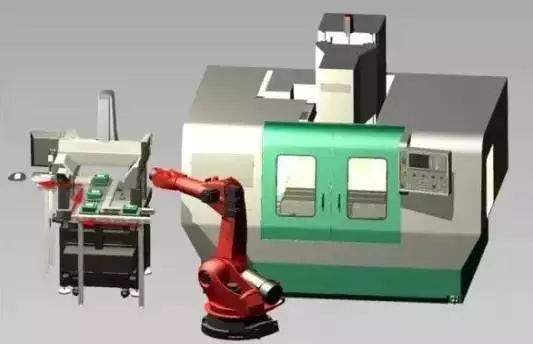 Figure 3 Inter-process inspection equipment
Figure 3 Inter-process inspection equipment The above mentioned only involves the change and development of the “job†level of the test. In fact, since the 1980s, the statistical process control (SPC) based on Shewhart theory has been in the mass production plant represented by the automobile manufacturing industry. Successful and increasingly popular applications have been achieved. In particular, after incorporating q-DAS's excellent performance and rich statistical analysis software, it uses the large amount of data collected to mine the hidden information behind it. Such as processing trends, wear laws of cutting tools, etc. Figure 4 is a case of tool wear. It can be clearly seen from the figure that even if the workpieces produced in batch mode are still in the qualified range, the trend of change indicates that in order to ensure the quality of the products, it is necessary to issue replacement tools in advance. Early warning. The implementation of such performance will significantly increase the level of monitoring of the production process. It can be seen that “measurement†has already crossed the “product quality inspection†period many years ago. After experiencing the “real-time monitoring of production processâ€, it has become an important part of the quality system in modern enterprises, and it has become an intelligent manufacturing. An indispensable means of the times.
* The evolution of data connotation promotes the level of enterprise informatization Generally speaking, the data involved in production enterprises includes two large blocks, one of which is called traditional data, such as information related to the basic state of the enterprise and similar Production planning, and data on business management such as sales, raw materials (semi-finished products), product inventory, etc.; the second is information collected by the sensor device, including various measurement data, and information for real-time reflecting the state of the manufacturing process, where There are process-related, and immediately reflect the operating status of the equipment. In recent years, the manufacturing method has gradually been scaled up from the production of parts and components, and has undergone a mode of production that is converted to medium and small batches according to the actual needs of the market, and will eventually develop into a customized production model based on individual needs in society. It is therefore necessary to pre-determine (ERP system) before production and to store all the information required for the production of components in virtual reality (PLM or PDM system), as well as all other relevant components in the virtual environment. Planning, these parts have their own "name" and "address", with their own identity information. Therefore, these components "know" when the production line or that process engineering requires them, in this way, they are negotiated to determine their respective motion paths in the digital factory. Then, the problem of identification of the workpiece during the manufacturing process and after the completion of the work is seriously solved. During the process, the control system also calls the production equipment itself and the corresponding processing information (MES system) in real time. In addition, in the production process and after the completion of the parts, a large number of types of detection and sensor devices for absorbing, collecting and manufacturing quality related information are also provided.
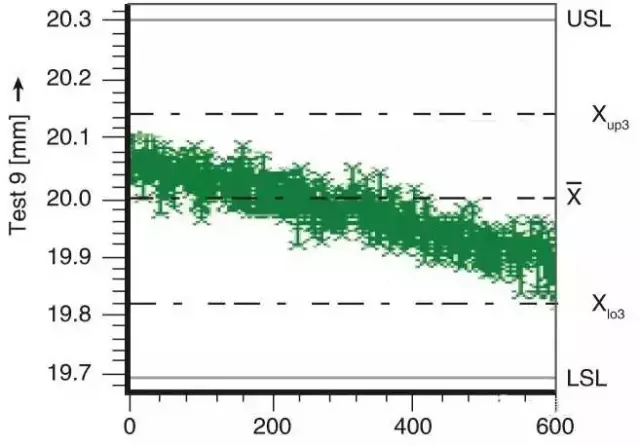 Figure 4 Monitoring of tool wear during machining
Figure 4 Monitoring of tool wear during machining In fact, the functions of data collected today far exceed the “narrow sense†of judging products. From the perspective of information collection and the role that can be played in today's enterprises, “generalized†data has become a smart chemical. The foundation of the modern management system of the factory. For example, in order to improve the storage, recording and transmission level of relevant information in the production process, since the 1990s, automatic identification has entered the electronic data chip system based on FRID radio frequency technology after undergoing barcode and two-dimensional code technology. The target object is automatically identified by the RF signal and the relevant data is obtained. The identification process can be applied to various on-site environments without manual intervention. The system is composed of an electronic data chip, a reading and writing device and a control management software. The chip is a kind of data carrier attached to the part to identify the target object, and is usually mounted on the workpiece to be processed by screw fastening. FIG. 5 is an example. . The reading and writing device is a device that can read and write information into the electronic data chip. When the latter enters the working magnetic field, the radio frequency signal emitted by the reading and writing device can be received, and the energy obtained by the induced current is sent. The information stored in the chip. Similarly, the radio frequency signal emitted by the reading and writing device carries a carrier wave, which can write information into the electronic data chip. The function of the control management software is to connect the electronic data chip, the read/write device, the machine tool and the server into a system, and realize and read and write, including the accurate traceback of the product, and the data in the production process. Control and statistical analysis and other related functions. Obviously, these will greatly enhance the overall information level of the production enterprises.
 Figure 5: Mounting the electronic chip when the workpiece is loaded
Figure 5: Mounting the electronic chip when the workpiece is loaded *
The establishment of the digital measurement management system platform and its significance First of all, automotive manufacturers must follow the automotive industry quality system standards, namely "ISO16496" or "TS16949" quality system, in TS16949, APQP, FMEA, MSA, PPAP, SPC and Known as the five core tools (see Figure 6), the entire process from the development of the product to the mass production until the final product delivery process. Previously, the five core tools used too many processes and tables, so that the company spent a lot of manpower and material resources throughout the quality system process, but the feedback received in the FMEA analysis is not enough.
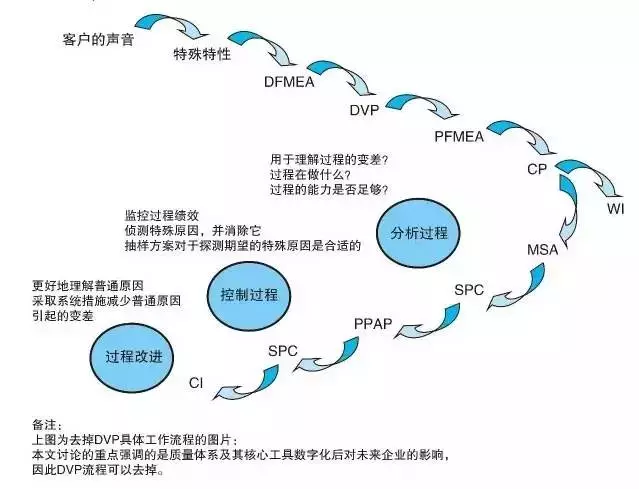 Figure 6 Five core tools in the "TS16949" quality system
Figure 6 Five core tools in the "TS16949" quality system To this end, the well-known measurement technology company Hexagon and its partner IQS company converted the quality system into a digital system platform MMS, as shown in Figure 6. On the digital platform, the tracking execution of various processes in the quality system can be completed, and the management charts of hundreds of quality systems can be managed and executed in a digital format. The FMEA, MSA and SPC in the quality system are inseparable from the data as support. The future quality system should include the following key technologies: 1 system process automation and system management; 2 measurement and sensor network; 3 network communication infrastructure; 4 automation Or online measurement system; 5 embedded logic software; 6 statistical big data and real-time data monitoring. Based on these characteristics, Hexagon defines the system as an MMS system, the measurement management system. This is based on the future development of the enterprise. The MMS system connects the user's ERP, PLM and MES systems to form a completed PLM chain and a PACD digital software management platform that conforms to the product quality system process. At present, the MMS system can be roughly divided into 8 module units (see Figure 7).
 Figure 7 MMS system can be roughly divided into 8 module units
Figure 7 MMS system can be roughly divided into 8 module units By configuring the above modules, the user can realize: 1 to perform timed and real-time data monitoring, and obtain rich quality information to summarize the cycle data; 2 through comprehensive data analysis, the process capability analysis of SPC can be completed, and completed. The introduction of dynamic problem points, monitoring records of quality costs, dynamic improvement of FMEA, etc.; 3 establish a complete dimensional manufacturing chain monitoring management. Breaking the supply of black box production, making the management of the supplier transparent, controllable and efficient; 4 realizing the operation status of the equipment status/resource status (including measuring equipment), periodic maintenance management reminder, inspection cycle and system configuration and application function configuration Remote monitoring of other elements.
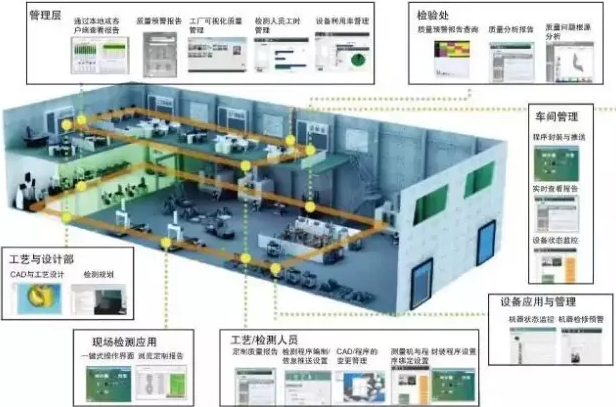 Figure 8 Conception of future manufacturing enterprise quality management system
Figure 8 Conception of future manufacturing enterprise quality management system Through networked connections, it is possible to apply, view, monitor, and execute inspection equipment and corresponding data information on the network, realizing the quality control system to enter the industry 4.0 era. Therefore, it is extremely important to be able to adapt to the needs of future manufacturing enterprise quality management systems and to build a data link quality supervision and intelligent data service platform. Since the system is based on the big data of the quality of the products collected by the testing equipment and its sensors, it is necessary to open up various links between different equipments and different software, through statistical analysis and many other professional data processing methods, fast feedback processing. In order to achieve efficient decision-making in the operation of the enterprise, it also provides a real and powerful basis for future innovation.
Retarder, a kind of admixture for concrete, is used to reduce the hydration speed and heat of hydration of cement or gypsum and prolong the setting time. In order to meet the needs of our customers, we can provide you with a variety of different types of retarders for your choice.
This product has good adaptability to cement, with the features of low dosage, high water reduction rate (up to 45%), good fluidity retention performance, With the characteristics of no chlorine and low alkali, it can be effectively incorporated into concrete to save costs.
Concrete Admixture
Concrete Admixture,Hydroxyethyl Acrylate,Admixture Calcium Lignosulphonate,Calcium Lignosulfonate Liquid
Shenyang East Chemical Science-Tech Co., Ltd. , https://www.eastchemy.com
![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)