![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
In recent years, our company has been receiving production orders for grinding roller castings. The quality requirements of users are high and it has certain production difficulties. Grinding rolls are generally used for ore processing. Due to the particularity of the working medium, the hardness is very high, and the wall thickness is large, which brings certain difficulties to the feeding. Therefore, a reasonable casting process is made to select the appropriate chemical. The composition is the key to producing quality quality roller castings.
The casting has a maximum diameter of 1900mm, a wall thickness of 150mm and a height of 500mm. The material is made of high-chromium wear-resistant cast iron. Technical requirements There must be no casting defects such as cracks and shrinkage holes on the surface of the casting, and the hardness is >60HRC.
Material composition selection
The main idea of ​​chemical composition design: to ensure that the casting meets sufficient hardness requirements, and also has a certain degree of toughness to resist the cracking tendency, but also has better casting process performance.
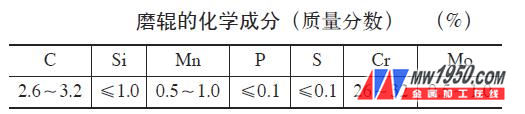
(1) Selection of carbon and chromium content C and Cr elements are the most important in material composition selection, and they are the key factors determining whether the hardness of the casting is up to standard. Carbon has the largest effect, which increases the amount of cementite, thereby improving the wear resistance, but the toughness is lowered. Therefore, the content of the casting subjected to large impact cannot be excessively high. Chromium promotes the formation of carbides and increases the hardness of carbides. The combination of chromium and carbon and silicon makes the eutectic carbides mostly form (Fe,Cr) 7 C 3 , which can greatly improve the wear resistance and impact toughness, considering the user's For the hardness requirement, the casting cracking tendency should be controlled to the maximum extent, and w C = 2.6% to 3.2% and w Cr = 26% to 32% should be selected.
(2) Selection of Molybdenum Content Mo has a part of the carbide and another part of the austenite. The amount of molybdenum dissolved can improve the hardenability. When used in combination with copper, it has a greater effect on improving the hardenability. In addition, it is also helpful to improve the hardness of castings, and comprehensively consider controlling w Mo = 0.5% to 1.0%.
(3) Choice of manganese content Mn can enlarge the austenite phase region and stabilize the austenite element, but Mn sharply lowers the Ms point and brings a large amount of retained austenite, which is not good for the wear resistance of the casting, according to the actual The situation is controlled at w Mn = 0.5% to 1.0%.
(4) Selection of nickel content Ni is insoluble in carbides and all enters austenite, which can fully exert its effect of improving hardenability and promote the formation of martensite or bainite matrix. In addition, nickel promotes graphitization and lowers Ms. The effect of the point is to control w Ni = 0.5% to 1.0%.
(5) Control of sulfur and phosphorus content When the content of P and S is too high, the casting will have a great tendency to crack, which greatly reduces the casting properties of the material, so its content must be strictly controlled. Considering the charge and the on-site melting process, it is controlled at w P ≤ 0.1%, w S ≤ 0.1%.
Combined with our company's test of KmTBCr26 material, the chemical composition of the grinding roller is finally determined.
2. Casting process analysis and design
(1) Parting surface According to the shape characteristics of the grinding roller, the parting surface is selected to be opened in the middle part, as shown in the drawing.

(2) Determination of riser Since the solidification characteristics of white cast iron are between gray cast iron and cast steel, the riser design takes into account the characteristics of both. The wall thickness of the casting is 150mm, and the wall thickness needs to be increased. Therefore, the riser adopts a rounded round riser. According to the shape characteristics of the grinding roll casting, the inclined casting method is adopted, and only one riser is placed at the highest point. It is difficult to place the riser in the narrow section of the upper section, and a process subsidy is required. According to the hot pitch circle ratio method, it is determined that the waist round neck neck width is 180 mm, the length is set to 340 mm, and the neck portion extends outward from the riser neck, and the highest diameter of the riser is 350 mm. According to the required amount of molten iron, the height of the riser is set to 600mm.
(3) The weight of the casting system design castings is calculated to be about 4t, according to the commonly used casting time empirical formula  The value of k is 1.3, δ = 35mm, and t = 30s is calculated.
The value of k is 1.3, δ = 35mm, and t = 30s is calculated.
Open cast type is selected gating system, the ratio of each cross section ΣF :ΣF straight cross :ΣF = 1.5:1.1:1. Calculated by the ΣF = 4000mm2, ΣF horizontal = 2900mm2, ΣF Straight = 2800mm 2. The cross-sectional area of ​​the runner is trapezoidal, so the size is set to 50/60mm, height 50mm, sprue φ 65mm, the number of gates is set to 6, the size is 55/65mm, the height is 12mm.
(4) Other process parameters and operation points: Alkaline phenolic resin sand molding, the mold drafting angle is 1.5°, the casting shrinkage rate is 2%, the sand box size is 2600mm×2600mm, and the pouring temperature is 1380~1400°C. The pattern material is made of FRP.
Operation points: 1 When the core is made, the core iron should be wrapped with a sufficient amount of straw to ensure the repellentness of the core. The core is opened in the middle of the core, and the upper core is overflowed. 2 Use a refined quartz sand around the neck of the neck. 3 After the box is punched, then the sand box is tilted by 10° and the weight is not less than 5t. 4 Fill the riser 5~10min after pouring.
(5) Punching and heat treatment in order to avoid hot cracking and taking into account the impact on the hardness of the boxing, the pressure box time is not less than 6 days, after pouring for 3 to 5 hours, the iron is removed, and after pouring for 10 to 12 hours, the riser will be surrounded. The sand is loosened. After 24 hours, the sand box is leveled and the clamp is removed. After 96 hours, the upper box is loosened, and the temperature is lowered to below 300 °C to punch the box. In addition, it is not allowed to collide with the casting during the boxing process.
Clean the castings, remove the casting system and sews, etc. (the feeder neck retains about 10mm), then sandblasting, heat treatment in the heat treatment process, further clean the castings after annealing, remove excess parts such as riser roots, and then quench , tempering.
3. Production practice verification
According to the established process, the first batch of two pieces was produced. After the boxing was cleaned, the appearance was good. The riser had no shrinkage holes and shrinkage, and the dimensional measurement was also qualified. After the magnetic powder non-destructive testing, the internal structure of the casting was dense and defect-free. After the heat treatment, the multi-point test hardness is above 60HRC, and the quality of the casting is satisfactory after the user tests.
Since then, our company has produced more than a dozen pieces of such castings, the quality has been relatively stable, and the products have been recognized by users and the market.
4. Conclusion
Through the composition process analysis of the grinding roll castings, aiming at the casting performance characteristics of high chromium wear-resistant cast iron, reasonably determining the process parameters, scientifically designing the casting composition and casting process, successfully producing the grinding roll casting with high hardness, good appearance and qualified size. At the same time, due to the use of inclined casting, the process yield rate is greatly improved, and the company has created high economic benefits.
Guangzhou Jointair Co., Ltd. , https://www.jointairaccessories.com